


|
تفاصيل المنتج:
|
| المواد: | أسلاك الفولاذ | نطاق قطر السلك: | φ0.45 ~ φ3.5 ملم |
|---|---|---|---|
| نوع الطلاء: | نحاس | محتوى النحاس: | 62 ~ 68٪ |
| وزن الطلاء: | 3 ~ 8 جم / كجم | خطوط الأسلاك: | 3648 أو 56 سطر |
| DV: | DV=75 أو 95m*mm/min | نوع الوقود: | NG أو LPG |
| سعة: | 1500 طن/شهر (على أساس سلك فولاذي φ1.48mm) | الجهد: | 380 فولت |
| الضمان: | سنة واحدة | الصف التلقائي: | تلقائي |
| تسليط الضوء: | آلة صناعية للطلاء الكهربائي للنحاس,آلة طلاء الكهربائي للأسلاك الفولاذية,Steel Wire Brass Electroplating Machine |
||
خط إنتاج التصفيف الكهربائي للنحاس آلة طلاء النحاس
1المعلمات الرئيسية لخط إنتاج النحاس المكسر بالكهرباء
| لا.. | البند | المواصفات |
| 1 | المواد | أسلاك فولاذية |
| 2 | نطاق قطر الأسلاك | φ0.45~φ3.5 ملم |
| 3 | نوع الطلاء | النحاس |
| 4 | محتوى النحاس | 62~68% |
| 5 | وزن الطلاء | 3 ~ 8 غرام/كيلوغرام |
| 6 | خطوط الأسلاك | 36,48 أو 56 سطر |
| 7 | DV | DV = 75 أو 95m*mm/min ((سرعة أقصى 70 أو 90m/min) |
| 8 | نوع الوقود | الغاز الطبيعي أو الغاز المسال |
| 9 | السعة | 1500 طن/شهر (بناء على سلك فولاذي φ1.48mm) |
2عملية الإنتاج التكنولوجية
Pay-off→Degreasing→Furnace→Quenching→Water cooling→Pickling→Water rinsing→Copper plating→Water rinsing→Zinc plating→Water rinsing→Hot water rinsing→MF→Phosphoric acid wash→Water rinsing→Soaping→Take-up
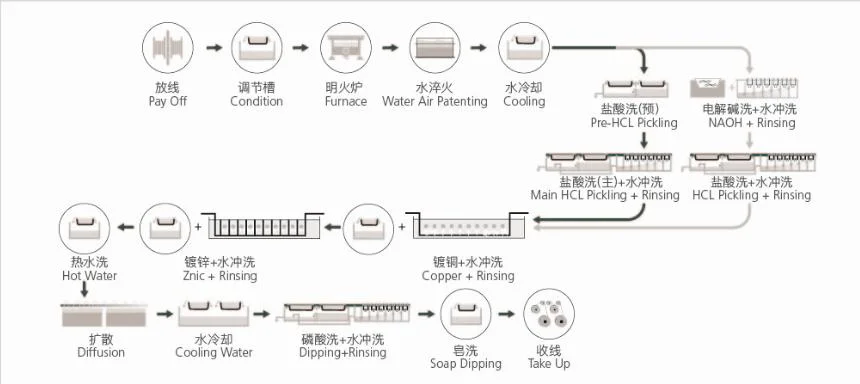
3-العملية الرئيسية
إزالة الدهون: إزالة مسحوق الصابون غير المتساوي والبوركس، وطلاء طبقة من مسحوق الصابون والبوركس على سطح سلك الصلب الساطع، بحيث يكون الطلاء السطحي للأسلاك الصلب أكثر تكافؤا.
فرن: جعل سلك الفولاذ الصلبة التشوه لاستعادة الدقة، والحصول على بنية صغيرة مثالية لتلبية تكلفة سلك الفولاذ في قوة الشد والشكل والطول وغيرها من المتطلبات.
إطفاء: يتم تبريد أسلاك الصلب المعالجة الحرارية من درجة حرارة عالية ، ويتم استخدام عملية إطفاء بخار الماء للحصول على قوة عالية وهيكل مستقر.
المخللات: إزالة جميع الأكسيدات والبقايا على سطح سلك الصلب، والسطح النظيف يسهل تغطية موحدة للطلاء الخلفي.
طلاء النحاس: يتم وضع طبقة من النحاس بشكل موحد على سطح الأسلاك الصلبة ، بحيث يكون النحاس اللاحق مناسبًا للرسم.
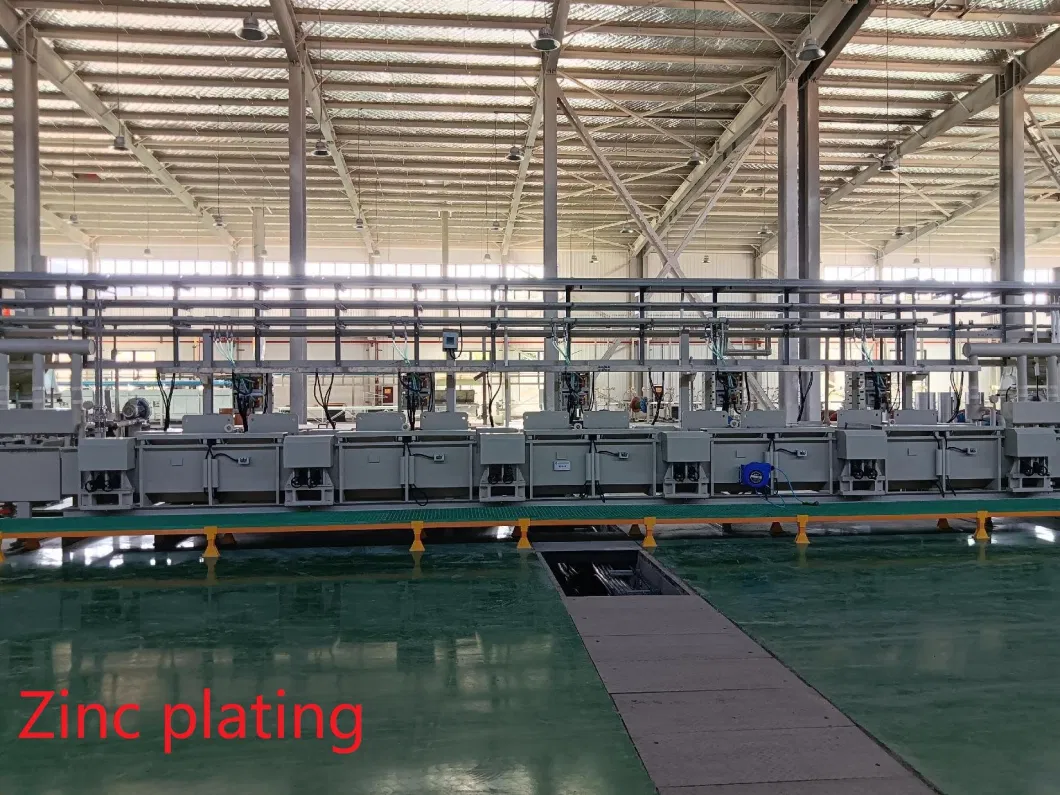
صبغ الزنك: ترسب الزنك المعدني على سطح الأسلاك الصلبة.
الـ MF: طريقة التدفئة المتوسطة التردد تجعل طبقات النحاس والزنك من الأسلاك الصلبة منتشرة مع بعضها البعض للحصول على النحاس.تأثير التدفئة المتوسطة التردد هو رفع سطح سلك الصلب إلى درجة حرارة معينة لجعل الزنك والنحاس متباينة بشكل متبادل.
غسل حمض الفوسفور: إزالة أكسيد الزنك المنتج على سطح سلك الصلب في مرحلة الانتشار الحراري المتوسط التردد ، والتي هي صعبة وليس من السهل تشويه.الكثير من أكسيد الزنك سوف يؤدي إلى سلك مكسور في عملية رسم الرطب.



4تطبيق المنتج
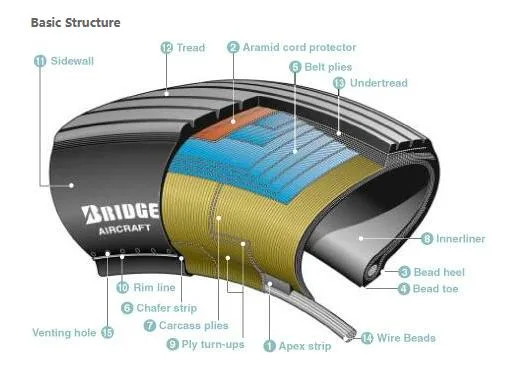
خط الطول في الإطارات، سلك قطاع فولاذي، شريط الماس، سلك خرطوم، الخ.

5خدماتنا
من أجل ضمان أن العملاء قادرون على تشغيل الآلة بالكامل، إذا كان العميل بحاجة، يمكننا مساعدة العملاء التدريب، ويشمل:
(1) وضع تشغيل صحيح
(2) طريقة الصيانة الصحيحة
(3) التحكم التكنولوجي الصحيح في العملية
(4) حل مشكلة بسيطة
جميع آلة الغسيل الكهربائي لشركتنا تم استخدامها على نطاق واسع في مجال الغسيل الكهربائي.
أي شك يرجى الاتصال بنا.
اتصل شخص: Mrs. YeGuiFeng
الهاتف :: +86 85778256
الفاكس: 86-571-85778267







